EN 1057-2006
Медь и медные сплавы Бесшовные круглые медные трубы для воды и газа для применения в санитарных целях и отоплении
Май 2006
Данный европейский стандарт был одобрен CEN23 марта 2006 года.
Члены CEN должны подчиняться внутренним правилам CEN/CENELEC, которые оговаривают особые условия для придания данному европейскому стандарту статуса национального стандарта без внесения каких-либо изменений. Современные списки и библиографические ссылки, касающиеся подобных стандартов можно получить, сделав запрос в Центральный секретариат или в любой из членов CEN.
Данный европейский стандарт существует в трех официальных версиях (английская, французская, немецкая). Версия на любом другом языке, переведенная на язык своей страны под ответственность одного из членов CEN, известившего об этом Центральный Секретариат имеет статус, приравниваемый к статусу официальной версии.
Членами CEN являются органы по национальным стандартам Австрии, Бельгии, Кипра, Чешской Республики, Дании, Эстонии, Финляндии, Франции, Германии, Греции, Венгрии, Исландии, Ирландии, Италии, Латвии, Литвы, Люксембурга, Мальты, Нидерландов, Норвегии, Польши, Португалии, Румынии, Словакии, Словении, Испании, Швеции, Швейцарии и Соединенного Королевства.
CEN - Европейский комитет по стандартизации. Центральный секретариат: рю де Стассар, 36 В-1050 Брюссель
Содержание
Предисловие
Введение
1. Область применения
2. Нормативные ссылки
3. Термины и определения
4. Обозначения
4.1 Материал
4.2 Состояние материала
4.3 Продукт
5. Информация по заказу
6. Характеристики материала
6.1 Меры безопасности в случае пожара – Реакция на огонь
6.2 Свойства при высокой температуре
6.3 Свариваемость
7. Требования
7.1 Состав
7.2 Механические свойства
7.3 Размеры и допустимые отклонения
7.3.1 Общие сведения
7.3.2 Номинальные размеры
7.3.3 Допуски по наружному диаметру
7.3.4 Допуски по толщине стенки
7.3.5 Допуски по длине
7.4 Отсутствие дефектов
7.5 Качество поверхности
7.6 Гибка
7.7 Горизонтальная раздача
7.8 Фланцевание
8. Оценка соответствия
8.1 Общие сведения
8.2 Проведение типовых испытаний
8.2.1 Первоначальные типовые испытания
8.2.2 Отбор образцов, проведение испытания и критерии соответствия
8.3 Внутренний производственный контроль
8.3.1 Общие сведения
8.3.2 Общие требования внутреннего производственного контроля
8.3.3 Особые требования производителя к системе внутреннего производственного контроля
9. Отбор образцов
10. Методы испытаний
10.1 Анализ
10.2 Испытание на растяжение
10.3 Испытание на твердость
10.4 Испытание на наличие углерода
10.5 Испытание на наличие углеродной пленки
10.6 Испытание на гибку
10.7 Испытание на горизонтальную раздачу
10.8 Испытание на фланцевание
10.9 Испытания на отсутствие дефектов
10.10 Повторные испытания
11. Инспекционная документация
12. Маркировка и форма поставки
12.1 Маркировка
12.2 Форма поставки
Приложение А (обязательное). Стандартизированные размеры для пересмотра при будущем переиздании
Приложение В (обязательное). Испытание на наличие углеродной пленки
В.1 Подготовка образца для испытания
В.2 Процедура
В.3 Выявление и оценка пленок
Приложение С (обязательное) Испытания на отсутствие дефектов
С.1 Испытание методом вихревых токов
С.2 Гидравлическое испытание
С.3 Пневматическое испытание
Приложение ZA (справочное). Статьи данного Европейского Стандарта, относящиеся к положениям Директивы ЕС по строительным продуктам (CPD) 89/106/ЕЭС
ZA.1 Область применения и соответствующие характеристики
ZA.2 Процедура(ы) сертифицирования соответствия труб
ZA.2.1 Система(ы) сертифицирования соответствия
ZA.2.2 Сертификат ЕС и Декларация соответствия
ZA.3 СЕ-маркировка и нанесение отметок
Приложение ZB (справочное). Отношения между данным Европейским Стандартом и Основными Требованиями Директивы ЕС о прессовом оборудовании (PED) 97/23/EC
Библиография
Таблицы:
Таблица 1 – Механические свойства
Таблица 2 – Минимальные значения удлинения для труб состояния R250 (полутвердого)
Таблица 3 – Стандартизированные размеры (номинальные наружный диаметр и толщина стенки)
Таблица 4 – Допуски по наружному диаметру
Таблица 5 – Допуски по толщине стенки
Таблица 6 – Требования по качеству и количеству для остаточного углерода
Таблица 7 – испытания на гибку, горизонтальную раздачу и фланцевание
Таблица 8 – Частота выборки
Таблица 9 – Минимальный радиус кривизны
Таблица 10 – Рекомендуемая форма поставки
Таблица А.1 Стандартизированные размеры для пересмотра при будущем переиздании
Таблица С.1 Максимальные диаметры сверла для стандартной трубы
Таблица С.2 Испытание гидравлическим прессом
Таблица ZA.1 Соответствующие пункты
Таблица ZA.2 Системы сертифицирования соответствия
Таблица ZA.3.1 Определение оценки соответствия для труб по системе 3 – 1/5
Таблица ZA.3.2 Определение оценки соответствия для труб по системе 4 – 2/5
Таблица ZВ.1 Соответствие между данным Европейским Стандартом и Директивой 97/23/ЕС
Предисловие
Данный документ (EN 1057:2006) был подготовлен Техническим комитетом CEN/TC133 “Медь и медные сплавы”, секретариат которой, управляется DIN.
Данному европейскому стандарту будет придан статус национального стандарта, либо путем публикации идентичного текста либо по получении санкции, не позднее к ноября 2006 г., а стандарты, вступающие в противоречие с ним, должны быть отменены не позднее к февраля 2008 г.
Данный документ заменяет стандарт EN 1057:1996.
В рамках своей программы работы, технический комитет CEN/TC 133 попросил CEN/TC 133/WG 3 “Медные трубы (промышленные и для инженерных систем)” подготовить следующий стандарт:
EN 1057:1996, Медь и медные сплавы – Бесшовные круглые трубы для воды и газа для использования в санитарных целях и отоплении.
Данный документ был подготовлен в рамках двух мандатов, выданных CEN Европейской Комиссией и Европейской Ассоциацией Свободной Торговли и обеспечивает основные требования Директивы ЕС по строительным продуктам (CPD) 89/106/ЕЭС и Директивы ЕС о прессовом оборудовании (PED) 97/23/EC.
См. информативные приложения ZA и ZB, которые являются неотъемлемыми частями данного документа, для получения информации об отношении с Директивами ЕС.
По сравнению с первым изданием EN 1057:1996 были произведены следующие существенные технические изменения:
- гармонизация стандарта с Директивой ЕС по строительным продукта (CPD) и Директивов ЕС о прессовом оборудовании (PED);
- введение двух новых определении: «с постоянной маркировкой» и «с долговечной маркировкой»;
- обновление определений терминов пайки мягким припоем, пайки твердым припоем, сварки плавлением, пайки-сварки и среднего диаметра;
- введение пяти новых пунктов в раздел 5 «Информация по заказу» в отношении возможностей выбора по испытаниям и документам;
- благодаря процессу гармонизации с CPD, введение трех новых характеристик в раздел 6 «Характеристики материала», свойственных медным материалам, которые не должны подвергаться испытаниям;
- изменение Таблицы 3 «Стандартизированные размеры»;
- упрощение таблицы 6 «Требования по качеству и количеству для остаточного углерода»: Подавление остаточного и потенциального углерода и применение порогов для общего содержания углерода;
- в связи с процессом гармонизации с CPD в раздел 8 «Оценка соответствия» добавлен текст;
- в пункте 12.1 «Маркировка» требования применимости для постоянной и долговечной маркировки;
- изменение таблицы в Приложении А, введение новых диаметров и толщины стенки;
- по причине гармонизации с PCD и PED введение приложении ZA и ZB.
Это одна из серий европейских стандартов для труб из меди и медных сплавов. Другие продукты специфицируются следующим образом:
EN 12449, Медь и медные сплавы – Бесшовные круглые трубы общего назначения
EN 12450, Медь и медные сплавы – Бесшовные круглые капиллярные трубы
EN 12451, Медь и медные сплавы – Бесшовные медные трубы для теплообменников
EN 12452, Медь и медные сплавы – Катаные бесшовные трубы с оребрением для теплообменников
EN 12735-1, Медь и медные сплавы - Бесшовные круглые трубы для кондиционеров и холодильных установок – Часть 1: Трубы для трубопроводов
EN 12735-2, Медь и медные сплавы – Бесшовные круглые трубы для кондиционеров и холодильных установок – Часть 2: Трубы для оборудования
EN 13348, Медь и медные сплавы – Бесшовные круглые медные трубы для медицинских газов или вакуума
EN 13349, Медь и медные сплавы – Медные трубы с предварительной изоляцией с цельным покрытием
EN 13600, Медь и медные сплавы – Бесшовные медные трубы для использования в электрических целях
В соответствии с внутренними правилами CEN/CENEMEC, организации по национальным стандартам следующих стран обязаны ввести в действие данный европейский стандарт: Австрия, Бельгия, Кипр, Чешская Республика, Дания, Эстония, Финляндия, Франция, Германия, Греция, Венгрия, Исландия, Ирландия, Италия, Латвия, Литва, Люксембург, Мальта, Нидерланды, Норвегия, Польша, Португалия, Румыния, Словакия, Словения, Испания, Швеция, Швейцария и Соединенное Королевство.
Введение
Продукты, соответствующие данному Европейскому Стандарту, считаются пригодными для применения в системах снабжения питьевой водой на основании:
а) либо соответствия любым национальным регламентам в стране планируемого применения;
b) либо соответствия должным образом предложенной Европейской Схеме Приемки (EAS), которая вводит общие требования ЕС для испытания пригодности для контакта с питьевой водой. После выполнения EAS, данный Европейский Стандарт будет добавлен в специальное приложение (Z/EAS) для объединения положений мандата ЕС М/136 и а) больше не будет применяться.
Данный Европейский стандарт обеспечивает основу для оценки производственного процесса изготовителя для продукции, производимой в соответствии с данным Европейским Стандартом. Оценка может быть основана на первоначальном и постоянном наблюдении за системой внутреннего производственного контроля, которая может осуществляться параллельно с оценкой системы менеджмента качества производителя по стандарту EN ISO 9001.
Маркировка о соответствии нормам и средства применения данной маркировки описываются в Приложении ZA.
Трубы с наружным диаметром не более 108 мм подходят для пайки мягким и твердым припоем или сборки путем механической компрессии, кольцевых фитингов, фитингов плотной посадки или запрессовки. Для труб с наружным диаметром более 108 мм, сборка должна предпочтительно проводиться посредством сварки или пайки-сварки.
Для труб, планируемых для иного использования или для передачи других жидкостей, возможны ссылки на данный Европейский стандарт. В таких случаях между покупателем и поставщиком могут быть оговорены специальные требования (для спецификаций, приведения в соответствие с нормами или условий поставки).
Примечание: Должны быть приняты необходимые меры предосторожности при применении изолирующего/защитного материала, так как это может повредить медную трубу.
1. Область применения
Данный европейский стандарт определяет требования, отбор образцов, методы испытаний и условия поставки бесшовных круглых медных труб.
Он применяется к трубам с наружным диаметром от 6 мм до 267 мм включительно применяемых в:
- распределительных сетях для горячей и холодной воды;
- системах нагревания горячей воды, включая панельные системы отопления (под полом, стена, воздушная);
- распределении бытового газа и жидкого топлива;
- очистке сточных вод.
Он также может применяться к бесшовным круглым медным трубам, предназначенным для предварительной изоляции перед использованием для любой из указанных выше целей.
2. Нормативные ссылки
Следующие нормативные документы незаменимы для применения данного документы. Для датированных ссылок, применяются только указанные издания. Для недатированных публикаций применяется последнее издание нормативного документа (с любыми поправками).
EN 723, Медь и медные сплавы – метод анализа сжиганием для определения углерода на внутренней поверхности медных труб или фитингов
EN 1971, Медь и медные сплавы – Испытание труб методом вихревых токов
EN 10002-1, Металлические материалы – Испытание на напряжение – Часть 1: Метод испытания при температуре окружающей среды
EN 10204: 2004, Металлопродукция - Документация по испытаниям
EN ISO 8491, Металлические материалы – Труба (полного сечения) – Испытание на гибку (ISO 8491:1998)
EN ISO 8493, Металлические материалы – Труба – Испытание на горизонтальную раздачу (ISO 8493:1998)
EN ISO 8494, Металлические материалы – Труба – Испытание на фланцевание (ISO 8494:1998)
EN ISO 6507-1, Металлические материалы – Испытание на твердость по Викерсу – Часть 1: Метод испытания (ISO 6507-1:2005)
EN ISO 9001, Система менеджмента качества – Требования (ISO 9001:2000)
ISO 1553, Беспримесная медь с содержанием меди не менее 99,90% - Определение содержания меди – Электролитический метод
ISO 4741, Медь и медные сплавы – Определение содержания фосфора – Спектрометрический метод ванадат молибдена
Примечание: информационные ссылки на документы, используемые при подготовке данного стандарта и цитируемые в соответствующих местах, указаны в Библиографии.
3. Термины и определения
В данном стандарте используются следующие термины и определения.
3.1 бесшовная круглая медная труба
Полый промежуточный продукт, имеющий круглое поперечное сечение, сделанный из меди, имеющий единую толщину стенки, имеющий непрерывную круглую периферию на всех стадиях производства.
3.2 пайка мягким и твердым припоем
Процесс соединения, при котором во время или после нагревания, расплавленный присадочный металл с помощью капиллярного притяжения вводится в пространство между плотно примыкающими поверхностями соединяемых частей или удерживается в данном пространстве
3.2.1 пайка мягким припоем
процесс соединение с использованием присадочного металла с температурой плавления 450ºС или ниже
[ISO857-2:2005]
3.2.2 пайка твердым припоем
процесс соединение с использованием присадочного металла с температурой плавления выше 450ºС
[ISO 857-2:2005]
3.3 сварка плавлением
Соединение без применения внешней силы, в который примыкающие поверхности должны быть расплавлены; обычно, но не обязательно, добавляется расплавленный присадочный металл
[ISO 857-1:1998]
3.4 пайка-сварка
Метод сварки с использованием присадочного металла, который плавится при температуре выше 450ºС , а ниже твердого состояния основных металлов. В отличие от пайки твердым припоем, при пайке-сварке, присадочный металл не распространяется в соединении с помощью капиллярного действия
3.5 средний диаметр
Среднее арифметическое максимального и минимального наружного диаметров на одном поперечном сечении трубы.
3.6 отклонение от цилиндрической формы
Разница между максимальным и минимальным наружным диаметром, измеряемая на любом поперечном сечении трубы.
3.7 отклонение от концентричности
Разница между максимальной и минимальной толщиной стенки на том же поперечном сечении трубы, разделенная пополам.
3.8 серийная партия изделия
Определенное количество продуктов одинаковой формы, отпуска и размеров поперечного сечения, производимое в одной производственной цепи в единых условиях.
3.9 с постоянной маркировкой
маркированные таким образом, что маркировка остается читаемой до конца срока установки, например путем штамповкой, травлением, гравированием
3.10 с долговечной маркировкой
маркированная таким образом, что маркировка останется читаемой до момента ввода установки в эксплуатацию
4. Обозначения
4.1.1 Общее
Материал обозначается либо символом либо номером (см. пункт 7.1)
4.1.2 Символьное
Символьное обозначение материала основано на системе обозначения, данной в ISO 1190-1.
4.1.3 Числовое
Числовое обозначение материала осуществляется в соответствии с системой, приведенной в EN 1412.
Данному Европейскому стандарту соответствует следующее обозначение, которое применяется к данному состоянию материала, и приводится в соответствии с системой, данной в EN 1173 (см. таблицу 1):
R… Состояние материала, обозначаемое минимальным значением требований к пределу прочности при растяжении для продукта с обязательными требованиями к пределу прочности при растяжении и удлинению.
Обозначение продукта обеспечивает стандартизированную модель обозначения, из которой можно получить быстрое и четкое описание продукта. Это обеспечивает взаимное понимание на международном уровне в отношении продуктов, отвечающих требованиям соответствующего европейского стандарта.
Обозначение продукта не может заменить полностью содержание стандарта.
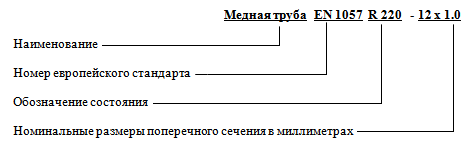
Обозначение продуктов данного стандарта должно состоять из:
- наименования (медная труба);
- номера данного европейского стандарта (ЕN 1057);
- обозначения состояния материала (см. таблицу 1);
- номинальных размеров поперечного сечения в миллиметрах: наружный диаметр х толщина стенки.
Образование обозначения продукта показано на следующем примере.
ПРИМЕР:
Медная труба, отвечающая данному Европейскому стандарту, отпуск R220 (отожженная), номинальным наружным диаметром 12 мм, номинальной толщиной стенки 1.0 мм, обозначается следующим образом
5. Информация по заказу
Чтобы облегчить процедуры запроса, заказа и подтверждения заказа между покупателем и поставщиком, покупатель должен указать в своем запросе и заказе следующую информацию:
а) необходимое количество материала (в метрах);
b) наименование (медная труба);
c) номер данного европейского стандарта (EN 1057);
d) обозначение состояния (см. пункт 4.2 и таблицу 1);
е) номинальные размеры поперечного сечения: наружный диаметр х толщина стенки (см. таблицу 3 и приложение А);
f) номинальная длина (см. пункт 12.2)
g) форма поставки (см. пункт 12.2)
Кроме того, покупатель также должен указать, в случае необходимости, при подаче запроса и заказа любой из следующих пунктов:
h) испытание на горизонтальную раздачу: в отличие от обязательных случаев, по согласованию между покупателем и поставщиком, (см. пункт 7.7);
i) испытание на фланцевание: по согласованию между покупателем и поставщиком, (см. пункт 10.8);
j) испытание на твердость: по согласованию между покупателем и поставщиком, (см. пункт 10.3);
k) требуется ли документ об испытаниях, и если да, то какого типа (см. раздел 11).
Примечание: для пунктов от b) до e) рекомендуется использовать обозначение продукта как описано в пункте 4.3
ПРИМЕР:
Детали заказа для медной трубы длиной 500 м, отвечающей стандарту EN 1057, состояния R 220 (отожженная), номинального наружного диаметра 12 мм, номинальной толщины стенки 1.0 мм, в бухтах длиной 50 м:
500 м медная труба EN 1057 - R 220 - 12х1.0 - 50м бухты
6. Характеристики материала
6.1 Безопасность в случае пожара – Реакция на огонь
Медные трубы в соответствии с данным европейским стандартом, т.е. без пластикового покрытия, не требуют проведения испытаний на реакцию на огонь (т.е. продукты/материалы класса А.1 в соответствии с Решением Комиссии 96/603/ЕС с поправками, внесенными 2000/605/ЕС).
6.2 Свойства при высоких температурах
Механические характеристики меди при температурах, встречаемых в отопительных сетях не снижаются существенно; например, при температуре окружающей среды до 120°C необязательно включать максимально допустимое напряжение при расчете давления.
Пригодность для сваривания характерна для меди марок, используемых в соответствии с данным европейским стандартом, которая гарантируется контролем за составом материала.
Примечание:
Медь Cu-DHP можно легко сваривать для создания прочной однородной структуры. Тем не менее, для обеспечения правильного выбора процесса сварки, конструкции и качества работы, нужно проконсультироваться у производителя и специалистов по сварке, принимая во внимание теплопроводность и коэффициент теплового расширения, чтобы достичь наилучшего качества.
7. Требования
Состав должен соответствовать следующим требованиям:
Cu + Ag: мин. 99.90 %
0,015 % ≤ Р ≤ 0.040 %
Данный тип меди обозначается либо Cu-DHP либо CW024A
Предел прочности при растяжении и удлинение должны соответствовать требованиям, данным в Таблице 1. Испытание проводится в соответствии с пунктом 10.2.
Таблица 1. Механические свойства
| Отпуск материала | Номинальный наружный диаметр d, мм | Предел прочности при растяжении R, МПа мин. |
Удлинение А % мин. |
Твердость (показательный) HV 5 |
||
|---|---|---|---|---|---|---|
| Обозначение в соответствии с EN 1173 | Обычное обозначение | Мин. | Макс. | |||
| R 220 | отожженный | 6 | 54 | 220 | 40 | (от 40 до 70) |
| R250а | полутвердыйа | 6 | 66.7 | 250 | 30а | (от 75 до 100) |
| 6 | 159 | 20а | ||||
| R 290 | твердый | 6 | 267 | 290 | 3 | (мин.100) |
a. Отношения между размерами труб и удлинением для R 250 (полутвердых) труб ищите в таблице 2
Примечание 1: Показатели твердости в скобках не являются требованием данного европейского стандарта, а даны только для сведения.
Примечание 2: 1МПа равен 1 Н/мм²
Примечание 3: Предупреждение хрупкого разрушения: Медь со структурой кристалл с кубической гранецентрированной решёткой, не подвергается переходу от пластического разрушения к хрупкому, как некоторые другие материалы.
Диапазон размеров для показателей удлинения трубы состояния R250 (полутвердое) зависит от соотношения между диаметром и толщиной стенки, как показано в таблице 2.
Таблица 2. Минимальные показатели удлинения для труб состояния R250 (полутвердого)
Показатели в миллиметрах
| Номинальный наружный диаметрa d |
Номинальная толщина стенки е | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0,5 | 0,6 | 0,7 | 0,75 | 0,8 | 0,9 | 1,0 | 1,1 | 1,2 | 1,5 | 2,0 | 2,5 | 3,0 | |
| 6 | |||||||||||||
| 8 | |||||||||||||
| 10 | |||||||||||||
| 12 | |||||||||||||
| 14 | |||||||||||||
| 15 | |||||||||||||
| 16 | |||||||||||||
| 18 | |||||||||||||
| 22 | |||||||||||||
| 28 | |||||||||||||
| 35 | |||||||||||||
| 40 | А≥30 % | ||||||||||||
| 42 | |||||||||||||
| 54 | |||||||||||||
| 64 | |||||||||||||
| 66,7 | |||||||||||||
| 70 | |||||||||||||
| 76,1 | |||||||||||||
| 80 | |||||||||||||
| 88,9 | А≥20 % | ||||||||||||
| 108 | |||||||||||||
| 133 | |||||||||||||
| 159 | |||||||||||||
| 219 | |||||||||||||
| 267 | |||||||||||||
a. Для оставшихся неметрических размеров в Приложении А, применяются ближайший округленный диаметр.
Удлинение ≥ 30 % если d ≤ 66,7 мм; или е < 1 мм или d / e2 > 24;
Удлинение ≥ 20% если d > 66,7 мм или е ≥ 1 мм и следовательно d / e2 ≤ 24.
Где,
d – номинальный наружный диаметр в миллиметрах
e – номинальная толщина стенки в миллиметрах
Геометрические характеристики трубы определяются по наружному диаметру, толщине стенки и длине. Наружный диаметр и толщина стенки должны соответствовать требованиям, данным в таблицах 3 (или А.1), 4 и 5.
В случае спора, данные размеры измеряются при температуре (23±5) ºС.
Стандартизированый номинальный наружный диаметры и номинальная толщина стенки даны в таблице 3 (или А.1). Рекомендуемая длина представлена в таблице 10.
Примечание 1: Данные стандартные размеры были отобраны из размеров, используемых на европейском рынке на время разработки настоящего стандарта.
Примечание 2: В приложении А перечислено ограниченное количество других размеров для пересмотра при будущем переиздании данного стандарта.
Примечание 3: CEN/TC 133 определил рекомендуемые размеры с маркировкой R в качестве первого шага к рационализации, нацеленной на не более чем три значения толщины стенки на каждый диаметр, и ограниченное количество значений диаметров.
Примечание 4: Для справки, если для компонентов системы труб необходимо обозначение DN, его можно вычислить для труб по данному Европейскому стандарту: Номинальный наружный диаметр (d) – 2 х номинальная толщина стенки (е). DN – это числовое обозначение размера, которое является общим для всех компонентов в системе труб. Это удобное округленное число для справки и только отдаленно относится к изготавливаемым размерам (см. EN ISO 6708).
Таблица 3. Стандартизированные размеры (номинальные наружный диаметр и толщина стенки)
Размеры в миллиметрах
| Номинальный наружный диаметр, d | Номинальная толщина стенки, е | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.5 | 0.6 | 0.7 | 0.8 | 0.9 | 1.0 | 1.1 | 1.2 | 1.5 | 2.0 | 2.5 | 3.0 | |
| 6 | R | R | R | |||||||||
| 8 | R | R | R | |||||||||
| 10 | R | R | R | R | ||||||||
| 12 | R | R | R | R | ||||||||
| 14 | R | R | ||||||||||
| 15 | R | R | R | |||||||||
| 16 | R | |||||||||||
| 18 | R | R | ||||||||||
| 22 | R | R | R | R | R | |||||||
| 28 | R | R | R | R | ||||||||
| 35 | R | R | R | |||||||||
| 40 | R | |||||||||||
| 42 | R | R | R | |||||||||
| 54 | R | R | R | R | ||||||||
| 64 | R | |||||||||||
| 66,7 | R | R | ||||||||||
| 76,1 | R | R | ||||||||||
| 88,9 | R | |||||||||||
| 108 | R | R | ||||||||||
| 133 | R | R | ||||||||||
| 159 | R | R | ||||||||||
| 219 | R | |||||||||||
| 267 | R | |||||||||||
R показывает размеры, рекомендуемые для рассмотрения в национальных нормах и правилах.
См. также Приложение А.
7.3.3 Допуски по наружному диаметру
Наружный диаметр должен отвечать требованиям к допускам, приведенным в таблице 4.
Таблица 4. Допустимые отклонения по наружному диаметру
Значения в миллиметрах
| Номинальный наружный диаметр, d | Допуски по номинальному диаметру | |||
|---|---|---|---|---|
| Более | Включительно до | Применительно к среднему диаметру Все состояния |
Применительно к любому диаметруa | |
| R 290 (твердое) состояние | R 250 (полутвердое) состояние | |||
| 6b | 18 | ±0,04 | ±0,04 | ±0,09 |
| 18 | 28 | ±0,05 | ±0,06 | ±0,10 |
| 28 | 54 | ±0,06 | ±0,07 | ±0,11 |
| 54 | 76,1 | ±0,07 | ±0,10 | ±0,15 |
| 76,1 | 88,9 | ±0,07 | ±0,15 | ±0,20 |
| 88,9 | 108 | ±0,07 | ±0,20 | ±0,30 |
| 108 | 159 | ±0,2 | ±0,7 | ±0,4 |
| 159 | 267 | ±0,6 | ±1,5 | - |
a. включая отклонение от круглой формы
b. включая 6
Примечание 1: Допуски для труб состояния R220 (отожженный) применимы только для среднего диаметра
Примечание 2: В случае разногласий для повышения точности при определении среднего диаметра трубу можно повторно округлить перед измерением.
7.3.4 Допуски по толщине стенки
Допуски по толщине стенки, выраженные в проценте от номинальной толщины при измерении в любой точке, должны соответствовать требованиям, приведенным в таблице 5.
Таблица 5. Допуски по толщине стенки
| Номинальный наружный диаметр, d мм |
Допустимые отклонения по толщине стенки еa | |
|---|---|---|
| e < 1 мм % |
е ≥ 1мм % |
|
| <18 | ±10 | ±13 |
| ≥18 | ±10 | ±152 |
a. включая отклонения от концентричности
b. ±10% для труб R250 (полутвердые) диаметром 35 мм, 42 мм и 54 мм с толщиной стенки 1,2 мм
Примечание: Концентричность (равенство толщины стенки) контролируется допуском по толщине стенки
7.3.5 Допуски отклонения по длине
Длина должна быть равна длине, указанной в заказе или превышать ее.
Трубы должны быть свободными от дефектов, которые могут причинить вред для их использования. Каждая труба должна пройти одно из испытаний на отсутствие дефектов, описанных в пункте 10.9.
Внешняя и внутренняя поверхности трубы должны быть чистыми и гладкими.
Внутренняя поверхность не должна иметь вредных пленок, а уровень углерода не должен быть достаточно высоким для образования такой пленки во время установки. При испытании в соответствии с пунктами 10.4 и 10.5 труба должна отвечать соответствующим требованиям, приведенным в таблице 6. Результаты испытаний должны быть зафиксированы документально и представлены покупателю, или его представителю, по его требованию с использованием количественного метода в соответствии с пунктом 10.4.
Примечание: Для текущего контроля качества, производитель по своему усмотрению выбирает количественный анализ содержания углерода или испытание на наличие углеродной пленки.
Таблица 6. Требования по качеству и количеству для остаточного углерода
| Номинальный наружный диаметр, d мм |
Состояние материала | Количественный метод - Общее содержание углеродаa макс. мг/дм2 |
Качественный метод - Испытание на наличие углеродной пленки |
|---|---|---|---|
| От 10 до 54 включительно | R220 (отожженный) | 0,20 | Да |
| R250 (полутвердый) | 0,20 | Да | |
| R290 (твердый) | 0,20 | Да | |
| Более 54 | R 250 (полутвердый) | 0,20 | Да |
| R 290 (твердый) | 1,0 | нет |
a. Определение в соответствии со стандартом EN 723
Примечание: Для создания документов по испытаниям и контролю используется только количественный метод (см. стандарт EN 723).
Невооруженному взгляду, при условии нормального зрения, не должно быть видно разрывов при испытании труб размеров и состояния, указанных в таблице 7 в соответствии с пунктом 10.6. Гибка с деформацией (линии Людерса) должны приниматься.
7.7 Горизонтальная раздача
Не должно быть видно невооруженным взглядом, при условии нормального зрения, никаких трещин, разломов или разрывов металла при испытании труб размеров и отпуска, указанных в таблице 7 (и в случае необходимости согласованных между покупателем и поставщиком) в соответствии с пунктом 10.7
7.8 Фланцевание
Не должно быть видно невооруженным взглядом, при условии нормального зрения, на краю трубы никаких трещин при испытании труб размеров и отпуска, указанных в таблице 7 (и в случае необходимости согласованных между покупателем и поставщиком) в соответствии с пунктом 10.8.
Таблица 7. Испытание на гибку, горизонтальную раздачу и фланцевание
| Номинальный наружный диаметр d, мм | Состояние материала | Технологические испытания | |||
|---|---|---|---|---|---|
| Гибкаa | Горизонтальная раздача | Фланцевание | |||
| более | Включительно до | ||||
| 6b | 18 | R220 (отожженный) | - | М | А |
| R250 (полутвердый) | - | М | - | ||
| R 290 (твердый) | М | - | - | ||
| 18 | 54 | R220 (отожженный) | - | А | А |
| R250 (полутвердый) | - | А | - | ||
| R290 (твердый) | - | - | - | ||
| 54 | 267 | R220 (отожженный) | - | - | - |
| R250 (полутвердый) | - | - | - | ||
| R290 (твердый) | - | - | - | ||
М - обязательное
А - по соглашению между покупателем и поставщиком
a. для номинальной толщины стенки не менее 1мм
b. включая 6
8. Оценка соответствия
Соответствие медной трубы требованиям данного стандарта и указанным значениям демонстрируется:
- первоначальным типовым испытанием;
- внутренним производственным контролем производителя, включая оценку качества продукта;
8.2.1 Первоначальное типовое испытание
Первоначальное типовое испытание – это набор испытаний или иных процедур, определяющих эксплуатационные качества образцов продукции, представляющих тип продукта.
Первоначальное типовое испытание выполняется для проверки соответствия данному европейскому стандарту.
Можно принять во внимание испытания, проводившиеся ранее в соответствии с положениями данного европейского стандарта (тот же продукт, те же характеристики, метод испытания, процедура отбора образцов, система засвидетельствования соответствия и т.д.). Кроме того, первоначальное типовое испытание должно проводиться в начале нового метода производства (где это может повлиять на указанные свойства).
Все требования Раздела 7 применяются к первоначальному типовому испытанию. Характеристики материала в Разделе 6, которые можно оценить контролем материала, не требуют испытаний, потому что:
- реакция на огонь – медь и медные сплавы относятся к классу А.1 в соответствии с Решением Комиссии 96/603/ЕС;
- свойства при высокой температуре – механические характеристики не снижаются существенно при указанных температурах;
- свариваемость – медь марки Cu-DHP можно легко сваривать.
8.2.2 Отбор образцов, испытание и критерии соответствия
8.2.2.1 Отбор образцов
Первоначальное типовое испытание выполняется на репрезентативной выборке медной трубы, размещаемой на рынке.
8.2.2.2. Испытание и критерии соответствия
Медные трубы должны пройти испытание на соответствие требованиям, перечисленным в Разделе 7 в соответствии с методами, указанными в разделе 10.
Результаты всех типовых испытаний должны регистрироваться и храниться у производителя не менее 5 лет после окончания производства продукта, для которого проводится первоначальное типовое испытание.
8.3. Внутренний производственный контроль (FPC)
Производитель должен установить, задокументировать и поддерживать систему внутреннего производственного контроля для обеспечения соответствия размещаемого на рынке продукта заявленным эксплуатационным характеристикам. Система внутреннего производственного контроля должна состоять из письменных процедур (заводских инструкций), регулярных проверок и испытаний и/или оценок и использования результатов для контроля за сырьем и иным входящим материалом, оборудованием, производственным процессом и продукцией.
Все элементы, требования и положения внутреннего производственного контроля, принятые производителем должны быть зафиксированы документально системным образом в форме письменных норм и процедур. Данная система документации производственного контроля должна обеспечивать общее понимание оценки соответствия и способствовать достижению необходимых характеристик компонентов и эффективную работу проверяемой системы производственного контроля.
Таким образом, внутренний производственный контроль сводит воедино рабочие технологии и все меры, позволяющие обеспечивать соответствие и контроль за соответствием продукта его техническим характеристикам. Его реализации можно достичь путем проверок и испытаний измерительного оборудования, сырья, процессов, станков и технологического оборудования и конечного продукта, включая характеристики материала продукции, и используя получаемые таким образом результаты.
Система внутреннего производственного контроля, отвечающая требованиям стандарта EN ISO 9001, и созданная в соответствии с требованиями данного стандарта считается удовлетворяющей приведенным выше требованиям.
8.3.2. Общие требования внутреннего производственного контроля
Система внутреннего производственного контроля должна выполнять требования, описанные в следующих разделах стандарта EN ISO 9001:2000, где применимы:
- 4.2 за исключением 4.2.1а;
- 5.1е, 5.5.1, 5.5.2;
- Раздел 6;
- 7.1 за исключением 7.1а, 7.2.3с, 7.4, 7.5, 7.6;
- 8.2.3, 8.2.4, 8.3, 8.5.2.
Примечание: Система внутреннего производственного контроля может быть частью Системы менеджмента качества, например в соответствии со стандартом EN ISO 9001:2000.
Производитель должен установить процедуры для обеспечения того, что производственные допуски позволяют характеристикам медной трубы соответствовать заявленным показателям, полученным в результате первоначального типового испытания.
Характеристики и средства контроля приведены в Разделах 7 и 10, а минимальная частота испытаний дана в Разделе 8.
Производитель должен зарегистрировать результаты испытаний, указанных выше. Данные записи должны включать, по крайней мере, следующую информацию:
- идентификация подвергающейся испытанию трубы;
- дата проведения испытания;
- результаты испытания.
8.3.3 Особые требования системы внутреннего производственного контроля с учетом производителя
8.3.3.1. Персонал
Должны быть определены ответственность, полномочия и отношения между персоналом, который управляет, осуществляет или проверяет работу, влияющую на соответствие продукта. Это положение в особенности применяется к персоналу, который должен предпринимать действия, которые предотвращают возникновение несоответствия продукции, действия в случае несоответствий и определять и регистрировать проблемы соответствия продукта.
8.3.3.2 Оборудование
Все оборудование для взвешивания, измерения и испытаний, которое должно достигать или давать свидетельство соответствия должно быть откалибровано и регулярно проверяться в соответствии с задокументированными процедурами, частотой и критериями. Контроль за контрольно-измерительными приборами должен отвечать соответствующему разделу стандарта EN ISO 9001:2000.
Должны проводиться регулярные проверки и техническое обслуживание всего используемого в производственном процессе оборудования для обеспечения того, что использование, износ или сбой не вызовет нарушение процесса производства.
8.3.3.3 Сырье
Технические требования ко всему поступающему сырью должны быть зафиксированы документально, как и схема проверки для обеспечения их соответствия. Проверка соответствия сырья требованиям должна проходить в соответствии со стандартом EN ISO 9001:2000, 7.4.3.
8.3.3.4. Активный контроль
Производитель должен спланировать и осуществлять производство в условиях контроля. Соответствие стандарту EN ISO 9001:2000, 7.5.1 и 7.5.2. должно считаться достаточным для удовлетворения требований данного пункта.
8.3.3.5 Возможность контроля и маркировка
Отдельные медные трубы, партии или упаковки должны быть легко идентифицируемыми и отслеживаемыми в отношении их происхождения. У производителя должны быть письменные процедуры в отношении нанесения кодов отслеживания и/или маркировки (см. раздел 12) и регулярно проверяться. Соответствие стандарту EN ISO 9001:2000, 7.5.3 должно считаться достаточным для удовлетворения требований данного пункта.
8.3.3.6 Продукция, не соответствующая требованиям
Производитель должен иметь письменные процедуры, указывающие как поступать с продукцией, не соответствующей требованиям. Любые такие случаи должны регистрироваться, и эти записи должны храниться в течение периода, определенного в письменных процедурах производителя. Соответствие стандарту EN ISO 9001:2000, 8.3 должно считаться достаточным для удовлетворения требований данного пункта.
8.3.3.7 Корректирующие действия
Производитель должен иметь задокументированные процедуры, определяющие действия по устранению причины несоответствия для предотвращения повторения. Соответствие стандарту EN ISO 9001:2000, 8.5.2 должно считаться достаточным для удовлетворения требований данного пункта.
8.3.3.8 Обращение, хранение, упаковка
Производитель должен иметь письменные процедуры, определяющие методы обращения с продуктом, указывающий пригодные для хранения площади, предотвращающие от повреждения и порчи.
9. Взятие проб
С целью обеспечения качества во время производства, количество образцов, взятых наугад должно быть в соответствии с таблицей 8.
| Масса трубы на метр кг/м |
Количество для одного образца по прогнозируемому ежемесячно метражуa | |
|---|---|---|
| < 100 000 м кг |
≥ 100 000 м кг |
|
| ≤ 0.25 | 1500 | 3000 |
| > 0.25 | 2500 | 5000 |
a. По меньшей мере один образец из серийной партии
Данная частота выборки применяется для контроля за размерами; контроль за другими обязательными характеристиками выполняется на каждом втором элементе выборки.
Могут использоваться результаты на основе анализов, проведенных на ранней стадии производства продукта, например, при отливке или на стадии заготовки, если характеристики продукта сохраняются во время производства и если система менеджмента качества производителя соответствует требованиям стандарта EN ISO 9001.
10. Методы испытания
Для определения состава анализ выполняется на образцах, полученных в соответствии с разделом 9. Используемые методы анализа должны быть химическими или спектрографическими в соответствии с европейским или международным стандартом. В случае спора предпочтительным методом является химический анализ в соответствии с ISO 1553 и ISO 4741.
Испытание на растяжение выполняется в соответствии с методом, данным в стандарте EN 10002-1 на испытательных отрезках, подготовленных из образцов, полученных в соответствии с разделом 9.
Если это требуется и по согласованию между покупателем и поставщиком, испытание на твердость по Виккерсу выполняется в соответствии со стандартом ISO 6507-1.
10.4 Испытание на наличие углерода
Определение наличие углерода выполняется на образцах, полученных в соответствии с разделом 9, с использованием метода, описанного в EN 723.
Примечание: Для внутреннего производственного контроля по усмотрению производителя делается выбор между количественным анализом содержания углерода и испытанием на наличие углеродной пленки.
10.5 Испытание на наличие углеродной пленки
Определение и оценка углеродной пленки выполняется на образцах, полученных в соответствии с разделом 9 с использованием метода, описанного в Приложении В.
Если требуется, испытание на гибку выполняется в текущих условиях работы с использованием соответственных гибочных машин без внутренней оправки в соответствии со стандартом EN 8491.Отрезок для испытания должен быть согнут под углом 90º и при соответственном минимальном радиусе кривизны, данных в таблице 9.
Примечание: Результат гибки на месте может отличаться от результата испытания на гибку, выполненного в лабораторных условиях, по причине разновидностей инструментария.
Таблица 9. Минимальный радиус кривизны
Размеры в миллиметрах
| Номинальный наружный диаметр, d |
Минимальный радиус кривизны | |
|---|---|---|
| Внутренний радиус | Радиус нейтральной оси | |
| 6 | 27 | 30 |
| 8 | 31 | 35 |
| 10 | 35 | 40 |
| 12 | 39 | 45 |
| 14 | 43 | 50 |
| 15 | 48 | 55 |
| 16 | 52 | 60 |
| 18 | 61 | 70 |
10.7 Испытание на горизонтальную раздачу
Если требуется, испытания на горизонтальную раздачу должны выполняться в соответствии со стандартом EN 8493. Наружный диаметр конца трубы должен расшириться на 30% при использовании конической оправки с углом 45º.
Если требуется, испытание на фланцевание выполняется в соответствии со стандартом EN 8494. После проведения испытания, наружный диаметр фланца должен быть по крайней мере на 30% больше номинального диаметра трубы, если труба была обработана инструментом для фланцевания с радиусом угла приблизительно 1 мм.
10.9 Испытания на отсутствие дефектов
Каждая труба должна пройти одно из следующих испытаний:
- испытание вихревыми токами на определение местных дефектов в соответствии со стандартом EN 1971 и требованиями в приложении С.1;
- гидравлическое испытание в соответствии с методом в приложении С.2;
- пневматическое испытание в соответствии с методом в приложении С.3.
За исключением начального типового испытания, когда используется только метод испытания вихревыми токами, выбор одного из вышеназванных методов производится по усмотрению производителя.
В случае, если образец трубы не отвечает требованиям, вся партия, представленная данным образцом, или, в случае непрерывного производства, все трубы, произведенные с момента предыдущей проверки, должны быть задержаны.
Последующие образцы будут взяты из этих же труб с частотой выборки в четыре раза больше, чем указано в разделе 9. Если один из образцов для повторного испытания не отвечает требованиям спецификации, трубы, представленные этими образцами считаются не отвечающими требованиям данного стандарта и будут забракованы. Если все образцы для повторного испытания отвечают требованиям, трубы представленные этими образцами считаются отвечающими требованиям данного европейского стандарта.
11. Документация по испытаниям
Если того требует покупатель (см. 5 k), а поставщик с этим согласен, поставщик должен выдать соответствующий документ об испытаниях на продукцию в соответствии со стандартом EN 10204.
Примечание: При заказе материала для применения в прессовом оборудовании, производитель оборудования обязан запросить соответствующую документацию по испытаниям в соответствии со стандартом EN 10204:2004, приложение ZA.
12.Маркировка и форма поставки
На трубы диаметром от 10 мм до 54 мм включительно должны быть нанесена постоянная маркировка через повторяющиеся интервалы по всей длине не более 600 мм, содержащая по меньшей мере следующие сведения:
- номер данного европейского стандарта (EN 1057);
- идентификационная отметка производителя;
- дата изготовления: год и квартал (от I до IV) или год и месяц (от 1 до 12).
Маркировка не должна наносить вред использованию трубы.
Долговечная или постоянная маркировка:
- номинальные размеры поперечного сечения: наружный диаметр х толщина стенки;
- идентификация для состояния R 250 (полутвердое) через следующий символ I-I-I.
Трубы диаметром более 6 мм,но менее 10 мм или более 54 мм должны быть, по крайней мере, одинаково и разборчиво промаркированы на обоих концах.
Маркировка не должна скрывать или вызывать путаницу с нормативной маркировкой, например СЕ-маркировкой.
Рекомендуемая форма поставки труб дана в таблице 10.
Таблица 10. Рекомендуемая форма поставки
| Форма поставки | Номинальный наружный диаметр, d мм |
Номинальная длина, м | Состояние материала | |
|---|---|---|---|---|
| от | включительно до | |||
| Бухты | 6 | 28 | 25; 50 | R220 (отожженный) |
| Прямые отрезки | 6 | 267 | 3; 5 | R250 (полутвердый) |
| R290 (твердый) | ||||
Приложение А (обязательное)
Стандартизированные размеры для пересмотра при будущем переиздании
Таблица А.1. Стандартизированные размеры для пересмотра при будущем переиздании
Размеры в миллиметрах
| Номинальный наружный диаметр, d | Номинальная толщина стенки, е | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0,5 | 0,6 | 0,7 | 0,75 | 0,8 | 0,9 | 1,0 | 1,1 | 1,2 | 1,5 | 2,0 | 2,5 | 3,0 | |
| 6 | Х | ||||||||||||
| 8 | Х | ||||||||||||
| 10 | Х | ||||||||||||
| 12 | Х | ||||||||||||
| 14,68 (14,7a) | Х | ||||||||||||
| 15 | Х | Х | Х | Х | |||||||||
| 16 | Х | Х | |||||||||||
| 18 | Х | Х | Х | Х | |||||||||
| 21,03 (21a) | Х | Х | Х | ||||||||||
| 22 | Х | ||||||||||||
| 27,38 (27,4a) | Х | ||||||||||||
| 28 | Х | Х | |||||||||||
| 34,13 (34a) | Х | ||||||||||||
| 35 | Х | ||||||||||||
| 40,48 (40,5 a) | Х | ||||||||||||
| 42 | Х | ||||||||||||
| 53,59 (53,6 a) | Х | ||||||||||||
| 64 | Х | Х | |||||||||||
| 66,7 | Х | Х | Х | ||||||||||
| 70 | Х | Х | |||||||||||
| 76,1 | Х | Х | |||||||||||
| 80 | Х | Х | |||||||||||
| 88,9 | Х | Х | |||||||||||
| 108 | Х | Х | Х | ||||||||||
| 133 | Х | ||||||||||||
| 159 | Х | ||||||||||||
a. Указанный наружный диаметр для ирландского рынка
Приложение В (обязательное)
Испытание на наличие углеродной пленки
В.1 Подготовка образца для испытания
Образец трубы для испытания должен быть очищен с наружной поверхности либо путем шлифования или обтачивания для удаления всех следов первоначальной отделки поверхности, либо химическим способом, запечатав один конец кислотостойкой заглушкой, а затем погрузив в концентрированную азотную кислоту, протравить наружную поверхность, после чего прополоскать в деионизированной воде и просушить.
Затем нужно отрезать от очищенного участка образец длиной не менее 25 мм, используя чистое полотно пилы, и разрезать продольно пополам, чтобы получить два образца для испытания. Один образец должен быть обезжирен путем погружения в ацетон.
Для трубы с размером более 22 мм х 1 мм нужно взять образец сравнимой площади поверхности, подготовка которого должна соответствовать процедуре, описанной выше.
Обезжиренный образец должен быть помещен внутренней поверхностью кверху в небольшое плоскодонное блюдо из белого фарфора или стекла и заливается 25% (массовая доля) азотной кислотой при температуре окружающей среды.
Кислота вызывает освобождение поверхностных отложений, которые выплывают на поверхность. Когда кислота станет синей, образец для испытания нужно убрать и прополоскать в деионизированной воде, чтобы смыть кислоту, какие-либо частицы, приставшие к образцу.
В.3 Определение и оценка пленок
За реакцией образца для испытания в кислоте необходимо следить в микроскоп с 10х увеличением.
Начальное наблюдение даст оценку тому в какой форме высвобождается кислотой материал: в форме пленки или макрочастиц. Если ничего не выявлено, или обнаружены частицы, испытание пройдено.
Если на поверхности плавают четко видимые пленки – это может быть углеродная или оксидная пленка.
Чтобы различить углерод от оксида, нужно осторожно нагреть фарфоровое или стеклянное блюдо и дать кислоте покипеть около 5 минут, чтобы растворить любые оксидные пленки.
Если после повторной проверки пленки были удалены или остались только частицы, испытание пройдено. Если пленочный элемент не уменьшился, это значит что пленка углеродная и испытание не пройдено.
Приложение С (обязательное)
Испытания на отсутствие дефектов
С.1 Испытание вихревыми токами
Максимальные диаметры сверла для стандартной трубы данного типа, которые определены в стандарте EN 1971, приведены в таблице С.1.
Таблица С.1. Максимальные диаметры сверла для стандартной трубы данного типа
Размеры в миллиметрах
| Номинальный наружный диаметр, d мм |
Диаметр сверла, макс. | |
|---|---|---|
| свыше | Включительно до | |
| 6 a | 28 | 1,2 |
| 28 | 267 | 2,0 |
Сигналы, производимые испытываемым стандартными трубами устанавливают пограничные пределы для приемки или отбраковки. Трубы, имеющие дефекты, которые подают сигналы, равные или превышающие пограничный предел, должны быть забракованы.
Испытываемая труба должны быть соединены с источником воды под давлением. Давление воды, указанное в таблице С.2, должно поддерживаться в трубе в течение не менее 10 с без признаков протекания. Если наблюдается одна или более утечек, труба бракуется. Если протеканий не наблюдается, труба должна быть принята.
Таблица С.2. Гидравлическое испытание
| Номинальный наружный диаметр, d мм |
Гидравлическое давление, бар
мин. |
|
|---|---|---|
| свыше | Включительно до | |
| 6a | 54 | 35 |
| 54 | 108 | 25 |
| 108 | 159 | 15 |
| 159 | 267 | 10 |
a. Включая 6
Примечание: 1 бар эквивалентен 0,1 МПа
Испытываемая труба должна быть соединена с источником сжатого воздуха. В трубе должно поддерживаться давление воздуха в 4 бар (0,4 МПа).
Труба полностью погружается в воду на минимальный период 10 с и проверяется на предметы появления пузырьков из трубы. Если наблюдаются пузырьки, то труба бракуется. Если пузырьков не наблюдается, то труба должна быть принята.
Приложение ZA (справочное)
Положения данного европейского стандарта, касающиеся положений
Директивы ЕС по строительным продуктам (CPD) 89/106/ЕЭС
ZA.1 Область применения и основные характеристики
Данный европейский стандарт был подготовлен по мандату М/131 «Трубы, емкости и вспомогательное оборудование, не соприкасающееся с водой, употребляемой человеком», выданном CEN Европейской Комиссией и Европейской Ассоциацией свободной торговли.
Положения данного европейского стандарта, приведенные в данном Приложении отвечают требованиям мандата, выданного по Директиве ЕС по строительным продуктам 89/106/ЕЭС.
Соответствие данным положениям дает основание для пригодности строительных продуктов, затрагиваемых данным Приложением для их предполагаемого использования, указанного здесь; нужно обратиться к информации, сопровождающей СЕ-маркировку.
ПРЕДУПРЕЖДЕНИЕ – Другие требования и другие директивы ЕС, не оказывающие влияния на пригодность для предполагаемого использования могут применяться к строительным продуктам, попадающим в область действия данного стандарта.
Примечание 1: Кроме особых положений, относящихся к опасным веществам, содержащихся в данном стандарте, к продуктам, попадающим в область его действия могут применяться другие требования (например, Европейского законодательства и национальных законов, постановлений и административных распоряжений). Чтобы отвечать положениям Директивы ЕС по строительным продуктам (CPD) этим требованиям также нужно соответствовать там и тогда, когда они применяются.
Примечание 2: Информационная база данных Европейских и национальных постановлений по опасным веществам доступна в разделе Construction (Строительство) ресурса Europa.eu.int (доступ через http://europa.eu.int/comm/enterprise/construction/internal/dangsub/dangmain.htm).
Данное приложение имеет ту же область применения, что и в разделе 1 данного стандарта в отношении затрагиваемых продуктов. Оно определяет условия для СЕ-маркировки бесшовных круглых медных труб для воды и газа для применения в санитарных целях и отоплении, предназначенных для целей, указанных ниже и отражает основные применимые условия (см. Таблицу ZA.1)
| Строительный продукт: | Трубы |
|---|---|
| Предполагаемое использование: | 18/33 Канализация и отвод других жидкостей и газообразных отходов; 20/33 Подача топлива, масла и других жидкостей; 21/33 Ликвидация пожара и системы тушения; 22/33 Подача газов, напорные и вакуумные системы; 33/33 Приспособления для хранения |
Примечание: Системы нагревания горячей воды, включая системы подогрева пола включены в пункт 20/33
Требование по определенным характеристикам не применяется в тех государствах-членах, где нет нормативных требований к этой характеристике для предполагаемого конечного использования продукта. В этом случае, производители, размещая свой продукт на рынок данных государств-членов не обязаны ни определять, ни заявлять о качестве своих продуктов в отношении данной характеристики и может использоваться опция «Качество не определено» (NPD) в информации, сопровождающей СЕ-маркировку (см. ZA.3). Однако опция NPD не может использоваться, если характеристика имеет пороговый уровень.
Таблица ZA.1. Основные положения
| Основные характеристики | Пункты с требованиями в данном (или другом) стандарте EN | Примечания |
|---|---|---|
| Реакция на огонь | 6.1 Безопасность в случае пожара – Реакция на огонь | Класс А.1 |
| Предел прочности при раздавливании | Выводится из Толщины стенки, 7.3.2 и Механических характеристик, 7.2 | Прошел/не прошел |
| Внутреннее давление | Выводится из Толщины стенки, 7.3.2 и Механических характеристик, 7.2 | Прошел/не прошел |
| Допуски по размерам | 7.3 Размеры и допуски | Прошел/не прошел |
| Устойчивость к высокой температуре (для сетей отопления) | 6.2. Свойства при высокой температуре | Пороговый уровень |
| Свариваемость (для газовых сетей) | 6.3. Свариваемость | Прошел/не прошел |
| Герметичность: газ и жидкость | 10.9 Испытания на отсутствие дефектов | Прошел/не прошел |
| Ресурс прочности при раздавливании, внутреннее давление и герметичность | 7.5 Качество поверхности | Прошел/не прошел |
ZA.2 Процедуры для сертифицирования соответствия труб
ZA.2.1 Система(ы) сертифицирования соответствия
Системы сертифицирования соответствия труб, указанные в таблице ZA.1 в соответствии с Решением Комиссии 99/472/ЕС от 1999-07-01, приведенным в Приложении III мандата «Трубы, емкости и вспомогательное оборудование, не соприкасающееся с водой, употребляемой человеком», приведены в таблице ZA.2 для указанных предполагаемых применений.
Таблица ZA.2. Система(ы) сертифицирования соответствия
| Продукт | Предполагаемое использование | Уровни или классы | Сертифицирование системы соответствия |
|---|---|---|---|
| Трубы–Мандат, приложение III (1/5) | В установках для транспортировки/распределения/хранения газа/топлива, предназначенных для снабжения строительных систем отопления/охлаждения, из внешнего резервуара для хранения или последнего блока снижения давления сети к выводу системы котла/нагревателя/охладителя здания. | - | 3 |
| Трубы–Мандат, приложение III (4/5) | В установках в зонах, подчиняющихся нормам по реакции на огонь, предназначенных для снабжения строительных систем отопления/охлаждения, из внешнего резервуара для хранения или последнего блока снижения давления сети к выводу системы котла/нагревателя/охладителя здания. | А.1 (реакция на огонь) | 1 |
| Трубы–Мандат, приложение III (2/5) | В установках для транспортировки/удаления/хранения воды, не предназначенных для употребления человеком. | - | 4 |
| Трубы–Мандат, приложение III (4/5) | В установках, в зонах, подчиняющихся нормам по реакции на огонь, для транспортировки/удаления/хранения воды, не предназначенных для употребления человеком. | А*** | 4 |
Система 1: См. Директиву 89/106/ЕЭС (CPD) Приложение III.2 (i), без контрольных испытаний образца.
Система 3: См. Директиву 89/106/ЕЭС (CPD) Приложение III.2 (ii), вторая возможность.
Система 4: См. Директиву 89/106/ЕЭС (CPD) Приложение III.2 (ii), третья возможность.
Примечание: В мандате указанное выше предполагаемое использование в зонах, подчиняющихся нормам по реакции на огонь (Мандат, Приложение III (4/5)) система 1. Однако поскольку медная труба относится к классу А.1 без дальнейшего испытания (решение Комиссии 96/603/ЕС) участие уполномоченной лаборатории для реакции на огонь необязательно и производитель может предоставить соответствующую декларацию о реакции на огонь по системе 4.
*** Материалы класса А, которые в соответствии с Решением 96/603/ЕС не требуют проведения испытаний на реакцию на огонь.
Сертифицирование соответствия труб с основными характеристиками в Таблице ZA.1 должна быть основана на оценке процедур соответствия в Таблицах ZA.3.1. или ZA.3.2, вытекающие из применения положений данного или других Европейских стандартов, указанных в данном документе.
Таблица ZA.3.1. Определение оценки соответствия для труб по системе 3 – 1/5
| Задачи | Содержание задачи | Пункты, применимые для оценки соответствия | |
|---|---|---|---|
| Задачи, находящиеся под ответственностью производителя | Внутренний производственный контроль | Параметры, относящиеся ко всем основным характеристикам в Таблице ZA.1 | 8.3 |
| Первоначальное типовое испытание производителем | Реакция на огонь | 8.2 | |
| Первоначальное типовое испытание авторизованной испытательной лабораторией | Предел прочности на раздавливание Внутреннее давление Допуски по размерам Герметичность: газ и жидкость Ресурс прочности при раздавливании, внутреннее давление и герметичность |
8.2 | |
Таблица ZA.3.2. Определение оценки соответствия для труб по системе 4 – 2/5
| Задачи | Содержание задачи | Пункты, применимые для оценки соответствия | |
|---|---|---|---|
| Задачи, находящиеся под ответственностью производителя | Внутренний производственный контроль | Параметры, относящиеся ко всем основным характеристикам в Таблице ZA.1 | 8.3 |
| Первоначальное типовое испытание производителем | Все характеристики Таблицы ZA.1 | 8.2 | |
ZA.2.2 Сертификат ЕС и Декларация соответствия
ZA.2.2.1 Продукты по системе 3
Когда достигается соответствие условиям данного Приложения, производитель или его представитель, учрежденный в ЕЭЗ, должен подготовить и ввести декларацию соответствия (Декларацию соответствия ЕС), которая дает производителю право нанести СЕ-маркировку. Данная декларация должна включать:
- наименование и адрес производителя или его уполномоченного представителя, учрежденного в ЕЭЗ и место производства;
- описание продукта (тип, идентификация, использование) и копию информации, сопровождающей СЕ-маркировку;
- положения, которым соответствует продукт (т.е. Приложение ZA данного стандарта EN);
- особые условия, применимые к использованию продукта (например, правила использования в определенных условиях);
- наименование и адрес авторизованной лаборатории(й);
- наименование и должность лица, уполномоченного подписывать декларацию от имени производителя или его уполномоченного представителя.
ZA.2.2.2 Продукты по системе 4
Когда достигается соответствие с данным Приложением, производитель или его представитель, учрежденный в ЕЭЗ, должен подготовить и ввести декларацию соответствия (Декларацию соответствия ЕС), которая дает производителю право нанести СЕ-маркировку. Данная декларация должна включать:
- наименование и адрес производителя или его уполномоченного представителя, учрежденного в ЕЭЗ и место производства;
- описание продукта (тип, идентификация, использование) и копию информации, сопровождающей СЕ-маркировку;
- положения, которым соответствует продукт (т.е. Приложение ZA данного стандарта EN);
- особые условия, применимые к использованию продукта (например, правила использования в определенных условиях);
- наименование и адрес авторизованной лаборатории(й);
- наименование и должность лица, уполномоченного подписывать декларацию от имени производителя или его уполномоченного представителя.
Указанная выше декларация и сертификат должны быть представлены на официальном языке(ах), допустимом в государстве-члене, в котором используется продукт.
ZA.3 CЕ - маркировка и нанесение отметок
Производитель или его полномочный представитель, созданный в Европейской экономической зоне, несет ответственность за нанесение СЕ маркировки. Наносимый символ СЕ маркировки должен соответствовать Директиве 93/68/ЕС и должен быть изображен на трубе (или если это невозможно, он может быть на сопровождающей наклейке, упаковке или на сопроводительной коммерческой документации, например на накладной). Символ СЕ-маркировки должна сопровождать следующая информация:
- наименование или идентификационная отметка и юридический адрес производителя;
- две последние цифры года, в который наносится маркировка;
- ссылка на данный Европейский стандарт (EN 1057);
- описание продукта: родовое обозначение товара, материал, размеры, и предполагаемое использование:
- показатели и, если применимо, уровень и класс (включая отметку «прошел» для требований прошел/не прошел, где необходимо) для каждой основной характеристики, как указано в графе Примечания в таблице ZA.1;
- “Качество не определено” для основных характеристик, где это необходимо;
- в качестве альтернативы обозначение продукта, которое отражает все или некоторые основные характеристики (если обозначение продукта затрагивает только некоторые основные характеристики, оно должно быть дополнено заявленными значениями для других основных характеристик, как указано выше).
Надпись “Качество не определено” (NPD) не может использоваться, если основная характеристика имеет пороговый уровень. В противном случае, опция NPD может использоваться в тех случаях, когда основная характеристика для указанного предполагаемого использования не является предметом нормативных требований в стране назначения.
Рисунок ZA.1 дает пример информации, наносимой на продукт, наклейку, упаковку и/или коммерческие документы.
 |
||||||||||||||||
| Любая компания, п/я 21, В-1050 06 |
||||||||||||||||
| EN 1057
Бесшовная круглая медная труба для воды и газа для применения в санитарных целях и отоплении Предназначенная для использования в: - Канализация и отвод других жидкостей и газообразных отходов; - Подача топлива, масла и других жидкостей; - Ликвидация пожара и системы тушения; - Подача газов, напорные и вакуумные системы; - Приспособления для хранения. Обозначение продукта: Медная труба EN 1057 - R220 - 12 x 1,0
|
Рисунок ZA.1 – Пример информации при СЕ маркировке
1) Маркировка соответствия СЕ, состоящий из символа «СЕ», данного в Директиве 93/68/ЕЭС
2) Наименование и идентификационная отметка и юридический адрес производителя
Последние две цифры года, в котором наносилась маркировка
3) № европейского стандарта
Описание продукта
и
Информация по регулируемым характеристикам
Приложение ZВ (справочное)
Отношение между данным европейским стандартом и основными требованиями Директивы ЕС о прессовом оборудовании (PЕD) 97/23/ЕС
Данный европейский стандарт был подготовлен по мандату, выданному CEN Европейской Комиссией и Европейской Ассоциацией свободной торговли для создания средств, отвечающих основным требованиям Директивы о новых подходах 97/23/ЕС.
Поскольку данный стандарт опубликован в Официальном Журнале Европейского Сообщества под данной директивой и был введен как национальный стандарт по меньшей мере в одном государстве, соответствие положениям данного стандарта, данным в Таблице ZB.1 дает, в пределах области действия данного стандарта, основание для соответствия основным требованиям данной Директивы и связанных с ними положениям ETFA.
Для данного гармонизированного стандарта для материалов, основание для соответствия Основным требованиям Директивы ограничено техническими данными материала в стандарте и не допускает соответствия материала особому оборудованию. Следовательно, технические данные, указанные в стандарте материала, должны оцениваться по требованиям к конструкции особого оборудования для проверки того, что Основные требования Директивы по Прессовому оборудованию (PED) удовлетворяются.
Таблица ZB.1 – Соответствие между данным европейским стандартом и Директивой 97/23/ЕС
| Пункты/подпункты данного стандарта EN | Предмет | Отметки/Примечания |
|---|---|---|
| 7.2 | Характеристики материала | Приложение I, 4.1 (a) директивы |
| 11 | Соответствие материала и заверенная производителем документация | Приложение I, 4.3 (a) директивы |
ПРЕДУПРЕЖДЕНИЕ– Другие требования и другие Директивы ЕС могут применяться для продуктов, попадающих в область действия данного стандарта.
Библиография
При подготовке данного европейского стандарта, были использованы многие документы с целью ссылок. Данные информативные ссылки цитируются в соответственных местах в тексте, и публикации представлены в следующем списке.
[1] EN 1173, Медь и медные сплавы – Состояние материала или обозначение отпуска
[2] EN 1412, Медь и медные сплавы – Европейская система нумерации
[3] EN ISO 6708, Компоненты системы трубопроводов – Определение и выбор DN (номинальный размер) (ISO 6708:1995)
[4] ISO 857-1, Сварка и родственные процессы – Словарь – Часть 1: Процессы сварки металла
[5] ISO 857-2:2005, Сварка и родственные процессы – Словарь – Часть 2: Процессы пайки мягким и твердым припоем и сопутствующие термины
[6] ISO 1190-1, Медь и медные сплавы - Код обозначения – Часть 1: Обозначение материалов
BS EN 1057:2006
BSI – Британский Институт Стандартов
BSI является независимым национальным учреждением, ответственным за подготовку Британских Стандартов. Он представляет взгляд Соединенного королевства на стандарты в Европе и на международном уровне. Он основан по Королевской хартии.
Переиздания
Британские Стандарты обновляются путем внесения поправок или исправленным изданием. Пользователи Британских Стандартов должны убедиться в том, что у них есть последние поправки и издания.
Постоянной целью BSI является улучшение качества наших продуктов и услуг. Мы были бы благодарны, если бы кто-то, найдя неточность или двусмысленность при использовании данного Британского Стандарта, проинформировал ответственного секретаря технического комитета, личность которого можно узнать на внутренней передней обложке.
Тел.: +44(0)20 8996 9000. Факс: +44 (0)20 8996 7400.
BSI предлагает членам индивидуальную услугу обновления, под названием ПЛЮС, которая обеспечивает автоматическое получение подписчиками последних изданий стандартов.
Информация по стандартам
BSI предлагает широкий выбор информации по национальным, европейским и международным стандартам через свою библиотеку и ее службу технической помощи экспортерам. Также доступны различные электронные информационные услуги BSI, которые сообщают детали по всем продуктам и услугам. Свяжитесь с Информационным центром Тел: +44(0)20 8996 7111. Факс: +44(0)20 8996 7048.E-mail: info@bsi-global.com
Подписавшись, члены BSI находятся в курсе изменений в стандартах и получают существенные скидки при покупке стандарта. Чтобы узнать детали этих и других преимуществ, свяжитесь с Администрацией по работе с членами. Тел: +44(0)20 8996 7002. Факс: +44(0)20 8996 7001. E-mail: membership@bsi-global.com.
Информацию по онлайн-доступу к Британским Стандартам через службу Британские Стандарты Онлайн можно найти на http://www.bsi-global.com
Более подробная информация о BSI доступна на сайте BSI: http://www.bsi-global.com